



Датчик магнитной металлической стружки
ОБЛАСТЬ ПРИМЕНЕНИЯ
Датчик ферромагнитных частиц загрязнения (металлических абразивных частиц) это интеллектуальный сенсор для определения состояния гидравлических и смазочных систем, работающий на принципе измерения ферромагнитных частиц износа. Датчик представляет из себя ввинчиваемый сенсор и разработан для непрерывного контроля ферромагнитного загрязнения в рабочей жидкости.
РАБОЧИЕ ХАРАКТЕРИСТИКИ
Датчик измеряет износ механических компонентов оборудования с помощью выявления ферромагнитных частиц. Количество частиц непрерывно записывается и оценивается по принципу индуктивного измерения. Передача данных осуществляется через цифровой и аналоговый интерфейс. Распознавание износа и разрушения на ранней стадии позволяет планировать мероприятия по обслуживанию, и вероятность выхода машины из строя может быть минимизирована.
ПРИНЦИП ИЗМЕРЕНИЯ
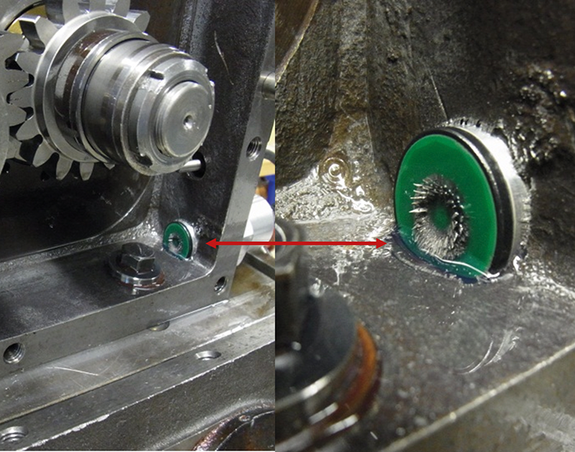
Датчик записывает количество ферромагнитных частиц, накапливающихся на постоянном магните сенсорной головки. Так, датчик может различать мелкие частицы (микрометры) и грубые ферромагнитные фрагменты (миллиметры). В соответствии с распределением ферромагнитных частиц на поверхности сенсора выходной сигнал может принимать значение от 0 до 100%. Более того, сенсор может компенсировать магнитное поле постоянного магнита, после чего частицы высвобождаются от сенсорной головки (процесс автоматического очищения). С временными интервалами между двумя очистками, может фиксироваться изменение износа.
Датчик используется в системах on-line мониторинга состояния гидравлических и смазочных жидкостей и позволяет проводить непрерывный диагностический надзор за гидравлическими системами.



ON-LINE МОНИТОРИНГ СОСТОЯНИЯ ГИДРАВЛИЧЕСКИХ И СМАЗОЧНЫХ ЖИДКОСТЕЙ ПОЗВОЛЯЕТ:
• Сократить затраты на преждевременную замену фильтров
• Отследить любые изменения в гидравлической системе на самой ранней стадии, задолго до того, как произойдут серьезные повреждения или остановка оборудования
• Увеличить срок службы гидравлического масла
• Уменьшить стоимость владения за счёт тех обслуживания по фактическому состоянию оборудования
• Прогнозировать состояние оборудования
• Настроить ежедневные отчеты о параметрах работы гидравлической системы
• Сократить дорогостоящие остановки оборудования за счёт раннего выявления причин и оперативного начала необходимого технического обслуживания
Другой важной особенностью непрерывного мониторинга является возможность выявления и документирования таких процессов как: смена масла, загрязнение водой, повреждение оборудования (насосы, цилиндры и т. т.), значительное попадание примесей и т. д.
КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ
Датчик оснащен резьбой G1“ и может быть встроен напрямую в редуктор или смазочный контур. Соединение с сенсором осуществляется через аналоговый выход (4 ... 20mA), или через интерфейсы RS 232 и CAN (CANopen или SAE J1939).
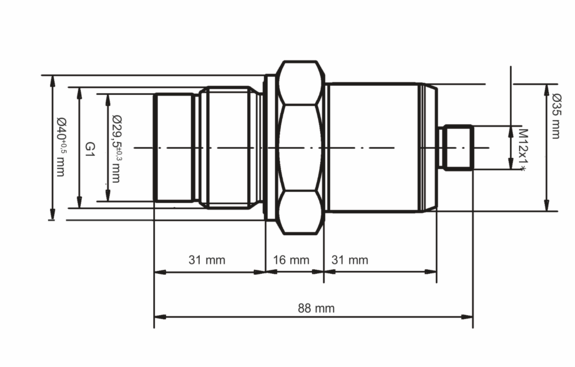
РАЗМЕРЫ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Макс. рабочее давление: 50 bar
Класс защиты: IP67
Рабочее напряжение: 9 ... 33 V
Потребляемый ток: макс. 0.2 A
Мин. необходимая скорость потока для автоматической очистки: 0.05 m/s
Макс. скорость потока: 1.0 m/s
УСЛОВИЯ ЭКСПЛУАТАЦИИ
Температура -40 ... +85 °C
Отн. влажность 0 ... 100 % r.H. (без конденсации)
МИНИМАЛЬНОЕ РАССТОЯНИЯ ДЛЯ ПРИТЯЖЕНИЯ МЕЛКИХ ЧАСТИЦ (1g) В МАСЛЕ
Мин. расстояние для притяжения мелких частиц (1g) в масле с:
С Кинетической вязкостью <100mm²/s ~ 9.0 mm
С Кинетической вязкостью 300mm²/s ~ 7.5 mm
С Кинетической вязкостью 500mm²/s ~ 7.0 mm
СОВМЕСТИМЫЕ ЖИДКОСТИ
Минеральные масла (H, HL, HLP, HLPD, HVLP), Синтетические эфиры (HETG, HEPG, HEES, HEPR),
Полиалкиленгликоли (PAG), Беззольные (безцинковые) масла (ZAF), Полиальфаолефиновые масла (PAO)
МАТЕРИАЛЫ КОРПУСА В КОНТАКТЕ С ИЗМЕРЯЕМОЙ СРЕДОЙ
Алюминий, Полиамид (PА6Gf30), HNBR, Эпоксидная смола
ВЫХОД
Токовый выход (2x): 4 ... 20 mA
Интерфейсы: RS 232/CANopen/SAE J1939
ПОДКЛЮЧЕНИЕ
Резьбовое соединение: G1
Электрическое подключение: M12x1, 8-pole
ДИАПАЗОН ИЗМЕРЕНИЯ
Мелкие частицы: 0 ... 100 %
Крупные частицы: 1 ... 10
РАЗРЕШЕНИЕ
Мелкие частицы: 0,1 %
Крупные частицы: 1
ВЕС
~190 грамм
Другие товары от компании Форс Ин

пн-пт 8:00-18:00, без перерыва